“转自:“
“转自:“
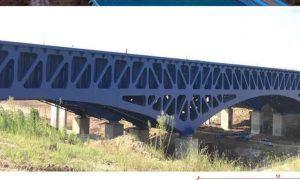
沙特麦加高铁站房为麦加-麦地那高铁沿线最大车站,钢结构由大厅钢屋盖、站台钢屋盖及附属结构组成,本文介绍了该项目钢结构加工的关键技术。
项目概况
1.1 屋盖钢结构组成
沙特麦加高铁站房为麦加-麦地那高铁沿线最大车站,钢结构由大厅钢屋盖、站台钢屋盖及附属结构组成。其中屋盖结构由伞状单元沿纵横向排列组合而成,造型融入了伊斯兰的拱门元素,总面积约为10.94万㎡。钢结构总用量约1.7万t,执行BS/EN标准。
候车大厅钢屋盖平面尺寸为216m×216m,由柱、柱头、主梁、次梁、边梁和拉杆等组成,包含60个27m长、27m宽、24.7m高的大伞,大伞柱网呈方形布置,柱中心距为27m×27m,柱顶形成45°方向的拱结构布置,主梁拱跨度约38.2m,拱顶最大标高为24.7m;站台钢屋盖平面尺寸为486m×135m,由360个13.5m长、13.5m宽、9m高的小伞组成。大厅及站台钢屋盖均采用树状柱结构形式,如图1~5所示。现场连接均采用高精度尺寸控制的高强螺栓端板连接。





大厅钢结构的伸缩缝位置,基本单元之间的边梁端部设置了速度阻尼器(LUD,见图6),将边梁端部连接起来。承受突发负荷(如地震,风)时LUD成为一个刚性连接装置,与结构一起受力;而在温度引起的缓慢膨胀和收缩时,LUD允许构件之间有相对移动。LUD既保证了结构的受力,又释放了温度影响。

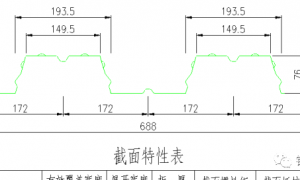
1.2 空心异形截面形式
空心异形截面形式和尺寸如图7~15所示。









钢结构加工
2.1 钢结构构件加工特点
2.1.1 构件加工围绕外观AESS-4(AESS的含义是建筑外露钢结构)规定展开,焊缝及表面修补痕迹不可见。这个要求对加工全过程(下料切割、组立、焊接、包装等)提出了更高的质量控制与工艺标准。
(1)钢材不允许存在钢厂轧制商标,钢印号或凸起标示;
(2)禁止用咬印式起吊钢材和构件;
(3)拼装过程中禁止在构件外露表面焊接临时支撑,严禁锤击;
(4)最少的焊缝外露;
(5)对接焊缝宽窄一致,笔直,且打磨至与母材平齐,焊缝余高为零;
(6)打磨沿焊缝长度方向,垂直方向打磨易低于母材表面;
(7)在抛丸或喷砂后,对可见缺陷采用焊接填充或打磨去除缺陷。
2.1.2 构件之间采用内嵌端板螺栓连接,连接面贴合度需达到75%以上,长度角度的精度控制是关键。
2.1.3 构件截面组焊缝多,除柱身外,其余构件腹板为弯扭件。
2.1.4 构件内部与MEP专业穿插作业。
该项目构件加工是集焊接、精度与美观的三统一,三者相互影响,加工难度极高。
2.2 阴角缝与阳角焊加工细节
以柱和柱头构件为例,截面细部如图16所示,对于细部1和 2的加工分段和焊接部位的确定,均有两种方案:

方案一:阴角焊缝(细节1)要求成直线,且表面平整度暴露在光线下检验,打磨难度异常大;方案二:在小伞结构后期加工中采用,避免了阴角焊缝打磨,外观更加美观,生产工效大幅提高。两种方案效果比较如表1所示。
表1 细部1、细部2的方案一和方案二效果比较

2.3 柱头加工过程
柱头采用分段流水+胎膜法进行加工。柱头分段为中心箱体部件和柱头牛腿分别流水加工。中心牛腿与内部管道进行装焊,牛腿单独组焊,提高了生产效率,降低了焊接变形和焊接内应力的积累。整体拼装时采用胎膜法,确保每一个柱头的牛腿端板尺寸和方向一致,保证了柱头的精度,如图17~20所示。




2.4 弧线瓦片的加工
瓦片外贴于柱、梁空心截面,参与结构承载。柱上瓦片为直线型,柱头和梁上瓦片为弧线型。直线瓦片加工采用上下凹凸模具将钢板压制成型,如图21和图22所示,上下凹凸模具直径=圆管内径-2mm,脱模后半圆瓦片回弹须满足要求。


弧线瓦片加工是在直线瓦片加工的基础上进行的。弯弧过程需避免开口张开和瓦片折皱,并计算管壁变薄的影响。结合设计中截面构造,先将直张瓦片与内加劲板进行全熔透焊接(见图23),焊接24小时100%UT探伤后,通过液压千斤顶顶压冷弯工艺进行弯圆(见图24),靠模弧度同样需要加放2mm余量用于抵销弯弧构件的回弹。大伞柱内MEP管道安装与测试如图25所示,图26所示为大伞柱身和柱头贴合组立。




AESS的实现
该项目按最高外观标准AESS-4执行。除了加工过程中的工艺措施和质量控制,针对项目特点,精工国际研发了一整套焊缝表面磨平工具,使表面质量不完全取决于工人操作的熟练程度,而是可依靠工具控制(见图27、图28)。除锈和油漆后效果分别见图29和30。




加工完成的AESS构件,成品保护至关重要,包装须满足陆运至国内码头-装船-海运-卸货-运至现场堆场-安装等过程的多次吊装和倒运要求,若在此期间产生磕碰等损害构件表面的情况,修补将产生大量费用和工时。本项目构件采用珍珠棉全覆盖包装保护,并设计了用于运输的柱头专用托盘。
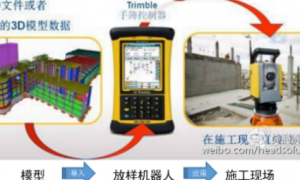
预拼装
实物预拼装是螺栓连接精度检测与精度保障主要方法之一,对端板螺栓连接结构尤其重要,项目中同时采用了3D扫描电脑预拼装技术。预拼装不只是检测长度、也同时检测旋转角与扭转角的匹配。图31是三个大伞一起预拼装的实景,长81m、宽27m。图32是两个小伞一起预拼装的实景,长13.5m、宽27m。预拼装后,再进行除锈、油漆、包装等工序。



来源:精工国际,如有侵权请联系删除。

转自:
公众号:steelercn
“转自:”公众号,致力于推广钢结构行业新理论、新技术、新工艺、新材料及大量工程实例,介绍钢结构知识和行业资讯,我们的目标是:“做最好的钢结构知识传播平台”。
希望了解钢结构相关知识,或意见建议请在下方留言;
有好文章愿意分享,欢迎投稿(邮箱:steeler@steeler.cn)

上图关注“转自:”公众号
上图关注“转自:”小程序