“转自:“
作者丨刘谋涛
单位丨中建五局三公司钢结构事业部
随着各种场馆的兴建,斜钢管柱在造型奇特的场馆建筑中得到广泛应用。那么斜钢管柱在加工厂又是怎样制作的呢?下面就来简单介绍一种斜钢管柱的制作过程。

△ 该斜钢管柱具有与多个方向的钢梁连接、节点集中且复杂的特点。
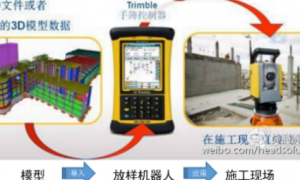
1深化图纸
斜钢管柱的节点集中复杂,深化图纸的准确性尤其重要,各个牛腿的角度稍有偏差都会影响构件的安装,因此在图纸深化时采用BIM软件1:1整体建模,3D模型的创建,直观的反映了各个节点的连接方式,可以将问题在建模时解决。模型建好确认无误后,利用BIM软件自动生成钢构件加工图和零件加工图。以保证斜钢管柱加工的准确性。

2材料准备
将BIM软件自动生成的零件加工图直接导入数控切割机中进行零件下料,利用自动坡口机完成零件坡口。在零件加工时尽可能采用自动化,减少人为操作的误差。


3装配和焊接前准备
焊接部位一个细小的毛刺都会影响焊接质量,为了保证焊接质量,在零件装配前必须对零件板的破口和焊接部位进行打磨,将坡口上、焊接部位的挂渣、油污、尘土、浮锈等清理干净;已确保焊接质量。


4定位放线
按照设计图纸,完成柱身的十字轴线分线以及柱身控制线的定位,根据模型数据,完成柱身环板与各个牛腿的轴线、角度方向等精确定位放线。并在钢管上标注方向,以便圆管柱的现场安装。

5组装
通过柱顶环板上和柱身的控制线进行组装组对好柱身外环板、加劲板、连接板,达到精确定位,按照柱顶截面尺寸及全熔透焊接收缩等因素的影响,控制柱顶环板牛腿联体组对截面尺寸、牛腿连接板上的螺栓连接孔与柱身的距离,保证螺栓孔的精确定位,并预留焊接收缩间隙,保证组装尺寸符合要求。在整体组装完成后,进行组装验收,合格后加设临时防变形措施。

6焊接预热
由于节点集中,焊缝数量多,为了防止因焊缝集中而产生的焊接变形,在焊接前进行焊接预热。


7焊接
焊缝采用对称施焊,焊接第二层时,焊接方向应与第一层方向相反,以此类推。每层焊接接头应错开15~20mm。分层多道施焊,每层焊缝厚度不大于5mm。


8焊缝检测
焊接完成24小时后进行无损探伤检测,确保焊接质量,如发现焊接未满足设计及规范要求立即返工。

9除锈及喷涂
焊缝检测合格后,将钢管柱进行喷砂除锈,待钢管柱除锈等级及表面粗糙度达到设计要求后进油漆喷涂,油漆喷涂时要对现场焊接部位和螺栓摩擦面进行保护。


10安装
通过精准的深化设计和加工过程的严谨操作,斜钢管柱顺利制作完成并顺利安装。

斜钢管柱制作过程充分体现了钢结构深化设计的重要性,同时大家可从斜钢管柱制作过程中了解到钢结构构件加工的基本流程。

来源:建筑工程鲁班联盟