一、材料事故的类型及产生原因
钢结构材料事故是指由于材料本身的原因引发的事故:材料事故可概括为两大类:裂缝事故和倒塌事故。
裂缝事故主要出现在钢结构基本构件中;
倒塌事故则指因材质原因引起的结构局部倒塌或整体倒塌。
钢结构材料事故的产生原因如下:
⑴钢材质量不合格
⑵铆钉质量不合格
⑶螺栓质量不合格
⑷焊接材料质量不合格
⑸设计时选材不合理
⑹制作时工艺参数不合格,钢材与焊接材料不匹配
⑺安装时管理混乱,导致材料混用或随意替代
二、材料事故的处理方法
材料事故最常见的是构作裂缝。裂缝纯属材料本身不合格所引起。处理方法:
1、认真复检材及连接材料的各项指标,以确认事故原因。
⑴钢材符合《碳素结构钢))和钢结构材料事故中的相关规定;
⑵焊接材料应符合《碳钢焊条》、钢结构材料事故以及《焊接用焊丝》的相关规定;
⑶螺栓材料应符合《紧固件机械性能》、《钢结构用高强度大六角螺栓、大六角螺母、垫副型式尺寸与技术条件》和《钢结构用扭剪型高强度螺栓接型式尺寸与技术条件》等有关规定。
2、如果构件裂缝的确是材料本身的原因,应通常采用“加固或更换构件”的处理方法
3、如果结构不重要,构件的裂纹细小时,也可参见下列处理方法:
⑴用电钻在裂缝两端各钻一直径约12~16mm的圆孔(直径大致与钢板厚度相等),裂缝末端必须落入孔中,减少裂缝处应力集中。
⑵沿裂缝边缘用气割或风铲加工成K形坡口
⑶裂缝端部及焊缝侧金属预热到150~200℃,用焊条堵焊裂缝,堵焊后用砂轮打磨平整为佳。
⑷对于铆钉连接附近的构件裂缝,可釆用在其端部钻孔后,用高强螺栓封住。
4、构件钢板夹层缺陷的处理
钢板夹层是钢材最常见的缺陷之一,往往在构件加工前不易发现,当发现时已成半成品或成品,或者已用于结构投入使用。下面分几类构件介绍钢板夹层处理方法:
⑴桁架节点板夹层处理。对于尾结构承受静载或间接动载的桁架节点板,当夹层深度小于节点板高度的1/3时,应将夹层表面铲成Ⅴ形坡口,焊合处理,当允许在角钢和节点板上钻孔时,也可用高强螺栓拧合;当夹层深度等于或大于节点板1/3高度时,应将节点板拆换处理。
⑵实腹梁、柱翼缘板夹层处理。当承受静载的实腹梁和实腹柱翼缘有夹层存在时,可按下述方法处理:
②当夹层总长度超过200m,而夹层深度不超过翼缘断面高度1/5,可将夹层表面成Ⅴ形坡口予以焊合。
③当夹层深度末超过冀缘断面高度1/2时,可在夹层处钻孔,用高强螺栓拧合,此时应验算钻孔所削弱的截面;当夹层深度超过翼缘断面高度1/2时,应将夹层的一边翼缘板全部切除,另换新板。
5、焊缝裂纹处理。
对于焊缝裂纹,原则上要刨掉重焊(用碳弧气刨或风铲),但对承受静载的实腹梁翼缘和腹板处的焊缝裂纹,可采用在裂纹两端钻上止裂孔,并在两板之间加焊短斜板方处理,斜板厚度应大于裂纹长度。
事故案列一:
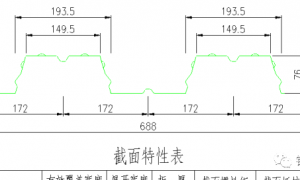
概况:某车间为36m和30m并联等高2跨厂房,柱距2m,总长180m。屋架下弦标高19.2m。36m跨有200/1000 kN和200/750 kN桥吊各一台;30 m跨200/750Kn和100/500kN桥吊各一台。它们都采用实腹式吊车梁,其截面如图所示。
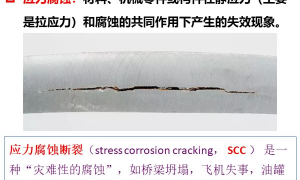
该车间吊车梁1960年建成,1961年质量大检查时发现吊车梁到处是裂纹,是有代表性吊车梁裂纹示意图。其上下翼缘有一二十条横向裂纹,腹板较少一点,裂纹都在表面,一般深1-2 m,大于3 mm深者很少;裂纹宽度一般为0.07 mm以下;长度大多是200~300 m,最长达60 mm;裂纹斜度不一致。在冀缘板与腹板焊缝两侧附近未发现有裂纹,但母材上部普遍存在,端部和腹板的加劲助板没有裂纹。裂纹的存在会在动荷载下发展成裂缝,甚至导致结构破坏,因此后果令人担优忧。


事故原因分析
首先要确定裂纹产生的原因。裂纹产生的鴦见原因有焊接热应力、热脆和冷腺、应力集中、超应力、超疲劳强度以及运输中撞击等。分析该车间车梁与上述诸因素都无关,钢材杂质远小于规定指标、气温正常、车间尚没有使用、运输中没有发生事故,唯一可能的原因只有焊接热应力,但裂纹所在部位都远离焊缝热影响区,故也不是焊接热应力引起的。又调查了钢材来源,走访了冶炼厂和结构加工厂,找到了裂纹产生的原因:当时为片面追求速度,铸钢刚浇好的高温钢锭,仅冷到400-500℃就拆祺,既不检查又不清理,就送去升温轧钢,没等钢板冷到300℃以下,就又送到结构加工厂下料。等钢板冷到50℃左右就拼装焊接,当时就发现不少微裂纹,但没引起重视。正是由于钢锭温度差过大,导致钢材表面存在大量微裂,最经加热轧压,微裂仍不能闭合。由于钢锭是多边形,轧后板材上下两面的微裂纹往往整张都有,因而焊成的吊车梁上就到处是裂纹;而加劲板(22 mm和12 mm厚)和腹板(14 m厚)是外购钢材,故都没有裂。
质量大检查时吊车梁已全部安装好,并徐上紅丹,且部分已油漆,给裂纹检查带来困难。为全面检查裂纹情况以便处理,又把吊车梁全部吊下来,用碱水浸泡洗涤,除去红丹和油漆再用超声波对完好部位进行抽查。经过3个月检查,60根吊车梁只有3根没有裂纹。4根裂纹严重,不仅上下翼缘各有10多条腹板靠支座第裂纹深度用风枪披雕、深度计复测,由于雕不准和测量误差,纹深数据不准,但大多数为1~2 m,少量纹深达3 mm,说明裂纹全在表面上。

处理方法
调查清楚后确定其处理吊车粱危害是很大的,但如把有裂纹的吊车梁全部报废更换,损失巨大于裂纹不是钢材内在质量问题,又不焊接热应力引起,因此原吊车经计算复核,如上下翼缘厚度在局部处30mm厚钢板减去3%就可以通过;但放深2-3 m处,如雕磨去后,对强度和刚度就有明显影响,所以要补焊。最后确定的处理方法如下:
⑴对无裂纹吊车梁不予加固处理。
⑵对大多数有微裂纹的吊车粱,裂纹深度小于Imm的,用小园头风凿雕去,不另行补强;裂纹深度2-3mn的,先用风凿雕去,再用小直径低氢焊条(韧性好)焊缝补厚。手工焊热影响区较小。为了确保安全,在有裂纹吊车梁的下翼缘加焊一条长宽200 mm、厚20 mm加强板(如图3)所示。两端不焊,两侧采用间断焊缝。该加强板少挠度作用,万一隐蔽裂纹有发展,加强板会屈服廷仲,吊车梁挠度出警报,可重新处理。

⑶对3根上下翼缘和腹板有较多花样龟裂的梁,可同上采取处理措施外,还可在上翼缘和腹板间增设斜撑板(加劲肋板间邏长设),斜撑板除减小了腹板计算高度和上翼缘的外挑长度,还使中和轴上升,降低了上翼缘的压应力(如图3)所示。斜撑板厚16 mm,也加强了梁的抗扭性能。另外在斜撑板的下边,应按吊车粱钢轨固定螺栓位置开大圆孔,以便日后调整安装螺栓之用。斜萍板也可采用间断焊缝处理后该吊车梁经25年使用,没有出现新裂,加固方案成功。