“转自:“
当据材型号超过矫正机负荷能力或构件形式不适于采用机械校正时,采用火焰矫正。
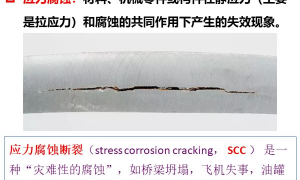
(1)火焰矫正的原理钢材受热以12×103(℃)的线影胀率向各方向伸长。由于周围受热处物体的限制,受热物体受到压缩,当冷却时就会比原来的长度有所减少。故收缩后的长度比未受热的有所缩短。这种特性就为火焰矫正提供了可能。用此法矫正时,在适当位置对构件进行火焰加热,当构件冷却时即产生很大的冷缩应力,达到矫正变形的目南的。
")
2)火焰矫正常用方法及温度控制。火焰矫正常用的加热方法有点状加热、线状加热和三角形加热三种。点状加热根据结构特点和变形情况,可加热一点或数点。线状加热时,火焰沿直线移动或同时在宽度方向作横向摆动,宽度一般约为钢材厚度的0.5~2倍,多用于变形量较大或刚性较大的结构。三角形加热的收缩量较大,常用于矫正厚度较大、刚性较强的构件的弯曲变形。(图1、2、3)分别为点状加热、线状加热和三角形加热矫正的实例及示意图。
")
低碳钢和普通低合金钢的热矫正加热温度一般为600-900℃,800~900℃是热塑性变形的理想温度,但不得超过900℃。如加热温度再高,会使钢材内部组织发生变化,晶粒长大,材质变差。低碳钢塑性好,收缩应力超过屈服点时随即产生变形而引起应力重分配,不会产生大问题。但中碳钢则会由于变形而产生裂纹,所以中碳钢一般不用火焰娇正。普通低合金结构钢在加热矫正后应缓慢冷却。
(3)火焰矫正用工具。火焰娇正用烤枪的技术。烤枪可加长混合管以改善劳动条件。
K-73H自动线状加热机,主要应用于焊接后修整钢板的各种变形,以及钢板的弯曲加工。自动线状加热机同过去的手工作业相比,更能得到均匀的加工特性,大幅度地缩短了工作时间。
(4)三种火焰的最高温度。射吸式焊矩利用氧与乙炔混合气体点燃后燃烧产生火焰,调节氧和乙炔的混合比例,可以获得三种不同性质的火焰。此三种火焰氧、乙炔体积比和可达最高温度见(表一)
")
碳化焰因乙炔没有完全燃烧,易使钢材碳化,特别对熔化的钢材有加入碳质的作用。此火正时应尽量避免采用。
对于变形较大部位的矫正,要求加热深度大于5mm,那么就需要较慢的加热速度, 此时宜用中心焰矫正较为适当。
对于变形较小的部位矫正,要求加热深度小于5mm,就需要较快的加热速度,此时用氧化焰进行矫正.
(5)火焰矫正加热状态对矫正效果的影响,火焰矫正的关键是火焰对钢材进行局部加热以后钢材的变形规律。影响火焰矫正效果的因素主要有火焰加热位置、加热形加热位置的确定应选择在钢材弯曲处其纤维需缩短的部位,一般来说在弯曲处向外凸状、宽度、长度、大小、温度等等。
加热面积(包括加热线的宽度、点的直径、三角形的面积大小等)对矫正变形能力的大小侧加热能使弯曲趋直。有显著影响,同一厚度的钢板加热线越宽,钢板弯曲量越大。一般来说,加热线宽度与弯曲量成正比关系。加热线宽度为板厚的0.5~2倍左右。
钢材的加热温度,在火焰矫正所允许的温度范围内,对烯正的变形能力,一般来说
度越高,矫正变形能力越大。对100mm(直径)X100mm的圆钢在中间以不同温度加热,其加热温度与冷却后圆钢,加热温度与矫正变形能力成正比关系。
")
加热深度是火焰娇正控制烯正效果的重要一环。对10mm厚1000mmX1000mm的钢板在剧中给20mm宽度作直线加热加热温度70℃,在胞以不同加热深度后,钢板在不同加热深度情况下与弯曲量成曲线关系。加热深度一般制在钢材厚度的4%以下,如用三角形加热方式则为构件宽度的44%左在加热深度一般较难测量,大都凭经验判断。
如果一次加热未达到矫正效果,则需要做第二次加热,其加热温度应略高于前次,否则亦将无效果。热矫正的加温次数与升温成正比,每重复一次必须要提高一次温度才有收获,而钢材温度超过900℃以上,则材料性能变脆,影响使用性能,所以,同一部位加热矫正不得超过两次.
热矫正后的冷却方式也很重要,如在空气中缓慢冷却,被加热区钢材的韧性几乎不下,而用浇水骤冷,则被加热区就有明显的脆化现象。所以,热矫正后应缓慢冷却,不得用水骤冷。
")
(6)火焰矫正工艺规程。进行火焰矫正操作要遵守一定的工艺规程,工艺规程进行操作:
①做好矫前准备,检查氧、乙炔、工具、设备情况,选择合适的焊矩、焊嘴。
②了解矫正件的材质,及其塑性、结构特性、刚性,技术条件及装配关系等,找由变形原因。
③用目测或直尺、粉线等测量变形尺寸,确定变形大小,并分析变形的类别。
④确定加热位置和加热顺序,考虑是否需加外力力一般先矫正刚性大的方向和变形大的部位。
⑤确定加热范围、加热温度和深度。一般对于变形大的大工件,其加热温度为600-800℃,焊接件的矫正加热温度为700-800℃。
⑥检查矫正质量,对未能达到质量要求的范围进行再次的火焰矫正。矫正量过大的应在反方向进行火焰矫正,直至符合技术要求
⑦一般件经矫正后不需做退火处理,但对有专门技术规定的矫正件需做退火处理,以消除矫正应力。焊接件的退火温度一般为650℃
(7)火焰矫正实例。
")
1)一钢板弯曲情况如(图4)所示,试用火焰矫正。
方法1:集中加热3个三角形,加热范围应到达铜板宽度中心,每处边缘处度取
60mmn宽,加热温度取9O℃。冷却后观察,如有不足,在两间距中间再加热2处,根据残余变形量的大小调节加热区的宽度。
方法2:在中间3~4m长度范围内均匀加热其凸出的边缘,烤枪按螺旋形走向运作宽度约30mm,见就走。此时由于受热面积小,冷却较快,很快可以见到矫正的效果。但因钢板易产生平面外的挠曲,宜在反面同样烤1次
2)大型工字钢60d,长6m,用火焰矫正其上下、左在的弯曲和上下握缘与度板的不垂直。
矫正方法是:先架起两端,烤①处,以正其上下弯曲。此时至少用两支烤枪使整个
垂直(图5)阴影部分全部加热至700℃以上,冷却后观察其变形是否达到要求,如达不到要求,再烤一次。待达到要求后再烤②处,以矫正其水平弯曲。待水平和垂直弯曲矫正完毕,方可烤③处,以矫正其翼板不垂直于腹板,方法是见红即往前走,烤完全长(或局部),冷却后观察之,并用样板进行检查,间隙不超过规定即可。
")
3)工字形构件焊后四角下陷的混合矫正(图6)。
4)大模板焊后弯曲的矫正(图7)
")
5)斗轮机斗轮臂矫正(图7)。焊后右端向内收缩约30mm,用左右旋丝杠顶出
以后,在影线部分烤红,冷却后即达到要求。
6)模拟吊车梁焊后失稳、整体翘曲的矫正(图8)焊后整个翘曲达80mm以上。分析原因,是腹板较薄,焊缝较多,相对说来翼缘板的收缩量较少,因之产生较大内应力。
")
矫正方法是把梁放平,将上、下翼缘的影线部分烤红,冷却后内应力降低而平整。
")
来源:钢结构技术资讯,如有侵权请联系删除。
")
咨询和建议,请加下方小编个人微信
赞