“转自:“
钢材的缺陷包括表面质量、内部缺陷和化学成分偏析以及力学性能不合格等几方面。作为产品标准的要求,对钢材表面质量有明确规定,即钢材表面不应有裂纹、气泡结疤、夹杂、折叠。如表面有上述缺陷,允许清除,清除的深度不得超过钢材厚度公差之半。清除处应圆滑无棱角。型钢表面缺陷不得横向铲除,其他不影响使用的缺陷允许存在,应保证钢材的最小厚度。

在新编的国家标准《热轧钢板表面质量的一般要求》(GBT14977-2008)中,对热轧钢板表面缺陷的种类、缺陷的深度和影响而积、修整的要求及钢板厚度的限度都有明确规定。首先对典型缺陷定义有以下9种:
(1)轧入氧化铁皮、凹坑:是轧制表面上的伤痕,由于热轧和加工前或加工期间氧化铁皮清除不充分造成。
(2)压痕(凹陷)和轧痕(凸起):是由于轧辊或夹持辊破损造成,可按一定距离间隔分布或无规则分布。
(3)划伤和沟槽:是由于轧件和设备之间相对运动摩擦造成的机械损伤,可能有轻微的商卷,很少含有氧化铁皮。
(4)重皮:是由于钢锭表面的冷溅、重皮以及结疤清理不净,轧制形成的不规则鳞片状的细小表面缺陷。
(5)气泡:由于冶炼、浇注过程中脱氧不良造成,位于紧结表面以下。
(6)热拉裂:表面范围内可变取向的缺陷,出现在钢坯加工过程中,与钢种、坯料的内应力或不利的成型条件有关。
(7)夹杂:表面上的非金属夹杂物,尺寸和形状不同,沿轧制方向延伸,随机分布。
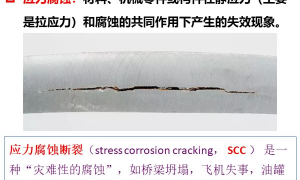
(8)裂纹:由于轧件在冷却过程中产生的应力造成的,在表面范围分布的缺陷。
(9)结疤和疤痕:是重叠的物质,形状和程度不同的表面重叠部分,不规则地分布在轧件的整个范围而且仅局部与基体金属相连。在结疤中有较多的非金属夹杂物或氧化铁皮.

其次规定了缺陷的深度和影响面积。缺陷深度从清除氧化铁皮后的产品表面进行测量,影响面积的确定与缺陷形状有关,如孤立点缺陷规定为比缺陷外接圆大50mm为半径,围绕缺陷画圆定为影响面积。然后按缺陷的深度和影响面积将缺陷分为A、B、C、D、E;
A级缺陷指表面不允许有气泡、结疤、裂纹、拉裂、折叠、夹杂和压入氧化皮,这些五个等级缺陷不论其深度和数量,均需要修整。
B、C、D、E级缺陷均根据钢板公称厚度规定有最大允许缺陷深度和相应的影响面积,超过规定需要修整,否则可不予修整。对于修整的要求也有相应的规定,可采用修磨或焊补,修磨的程度要保证产品最小允许厚度等等。
实际使用中,钢材表面还会有锈蚀、麻点或划痕等缺陷,故在钢结构施工及验收规范中也明确规定,这类缺陷的深度不得大于该钢材厚度负偏差值的1/2。对于钢材表面锈蚀程度的判别,遵循现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》的规定,只能有A、B、C三种等级,锈蚀程度最严重的D级是不能用于结构构件的。从应用角度,对钢材内部缺陷最予关注的是夹层和裂纹,产生夹层的原因是非金属夹杂物的存在或钢缩孔末完全切除,产品标准中规定钢材不得有分层。在工程实践中,为保证重要构件用料的质量,有时就得采用超声波检验的方法,例如要求厚度方向有良好的抗层状撕裂性能的钢板,就可以进行逐张检验以检测钢板内部缺陷,钢材化学成分偏析严重常常会给钢结构加工制作带来很大的困难,这种情况一般表现在成品钢材的某一化学元素含量超过规定的化学成分允许偏差,造成焊接质量恶化,部分部件报废。

钢材的力学性能也会有个别指标不合格的现象出现,而且通常是使用单位复验结果与原质量证明书不符。设计要求承重结构的钢材应同时保证抗拉强度、伸长率、屈服点和硫、磷、碳含量的合格,需要时还应有冷弯试验的合格保证。但在工程实践中,发现某个指标达不到要求的情况也是屡有发生。当力学性能多项不合格,钢材只能报废,若仅有个别项达不到要求,或距要求相差甚微,则可结合实际应用条件进行具体分析后降级对待。





相关内容详见:《热轧钢板表面质量的一般要求》(GBT14977-2008)

来源:钢结构技术资讯、转自:,如有侵权请联系删除。

赞