") “转自:“
“转自:“")
经过前2篇对于铝的简单介绍,大概了解了铝的牌号,铝型材的成型方式,铝有那些表面处理等。可能还有很多细节工艺还没有介绍到,这次通过铝板材的认识,将铝件产品表面处理小细节补齐,比如激光镭雕等。
板材类
(以铝板材为案列)
")
国际上习惯把厚度在0.2mm以上,500mm以下,200mm宽度以上,长度16m以内的铝材料称之为铝板材或者铝片材
一,铝板材的分类通常按以下三种来分
按合金成分:
按厚度分为:(单位mm)
-
薄板(aluminum sheet)0.15-2.0
-
常规板(aluminum sheet)2.0-6.0
-
中板(aluminum plate)6.0-25.0
-
厚板(aluminum plate) 25-200超厚板 200以上
按基材分:
【01】单层铝板
单层铝板,是指用纯铝或合金铝材料通过压力加工制成(剪切或锯切)的获得横断面为矩形,厚度均匀的矩形材料
")
-
单层铝板性能:易削切,易成型,易拉伸,不宜腐蚀,防火性能卓越、超耐候性、彩色多样、易保养等
-
单层铝板来料面型:雾面,砂面,拉丝面,亮面,压花等。说明一下此处:单层铝板来料面型与之前归纳的《不锈钢认识》来料面型效果是一样的,都是按照雾面发货的。
-
单层铝板用途:可应用于电子产品外壳,家电产品外壳或者内部导热件等。
【02】高分子薄膜铝板
覆膜铝板,顾名思义就是在铝板表面覆盖一层高分子塑料薄膜,可做任何花纹与颜色,比如,拉丝,木纹,皮纹等。
")
以下为复膜板结构图
")
-
复合技术有2种
A,有粘合剂是复合技术是在薄膜或金属板的一面或两面涂布一层粘合剂,加热烘烤去溶剂后与复合物加压复合
B,无粘合剂复合技术是利用高分子薄膜在加热产生的粘性与金属板复合
-
薄膜铝板性能:成型坡度有要求,不易拉伸,材料不宜腐蚀、超耐候性、彩色多样、易保养等。
-
薄膜铝板用途:可应用于电子产品外壳,家电产品外壳等
【03】铝塑复合板
是由经过表面处理并用涂层烤漆的铝板作为表面,聚乙烯,聚丙烯塑料混合作为芯层,经过一系列工艺加工复合而成的新型材料。
")
以下是铝塑复合板结构图
")
-
铝塑复合板性能:超强剥离度、材质轻易加工、防火性能卓越、耐冲击性、超耐候性、彩色多样、易保养
-
铝塑复合板用途:可应用于幕墙、内外墙、门厅、饭店、商店、会议室等的装饰外,还可用于旧建筑的改建,用作柜台、家具的面层、车辆的内外壁等。
【04】蜂窝铝板
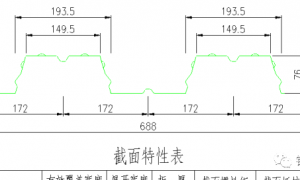
采用复合蜂窝结构,由预成型的盒状面板和背板与铝合金蜂窝芯材热压复合成型。选用优质的3003H24合金铝板5052AH14高锰合金铝板为基材;面板厚度为0.5~1.5mm氟碳滚涂板,底板厚度为0.5~1.0mm;铝蜂窝芯材采用六角形3003型芯材,铝箔厚度0.04~0.06mm,边长5~6mm
")
以下是蜂窝铝板结构图
")
蜂窝铝板特点
(1)比重轻、强度高、刚度大、结构稳定、抗风压性佳
(2)隔音、隔热、防火、防震功能能突出
(3)面有惊人的平坦性,且色彩多样化
(4)装饰性强,安装方便、快捷
蜂窝铝板用途:建筑幕墙装饰、天花吊顶、公共汽车、火车、地铁及轨道交通车辆、商用运输车和货柜车车体,船上建筑,广告牌,室内装饰工程
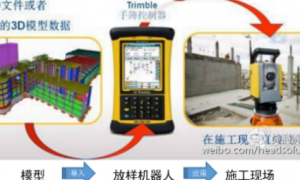
二,铝板材产品的成品生产流程(以铝件外壳为案列)
铝件外壳成品是经过五金冲压模具拉伸成型,表面预处理,上色,3个过程完成的
")
【01】五金冲压
冲压,是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。
")
")
注解:需要外观拉伸很高的则选择材料比较软,可塑性高的牌号,如果需要承载一定外力,则选择比较硬的牌号,具体参考《铝材料认识一》。
目前就简单的介绍一下冲压,后续再做一篇更详细的五金冲压流程,冲压件对于结构设计要求等
【02】表面预处理
这里跟之前写的铝型材的表面预处理一样,除了喷砂与拉丝以外,还有以下几种:
A,激光镭雕 字符或者纹理
")
激光镭雕机,是用激光束在各种不同的物质表面打上永久的标记。打标的效应是通过表层物质的蒸发露出深层物质,或者是通过光能导致表层物质的化学物理变化而”刻”出痕迹,或者是通过光能烧掉部分物质,显出所需刻蚀的图案、文字。
“热加工”具有较高能量密度的激光束(它是集中的能量流)照射在被加工材料表面上,材料表面吸收激光能量,在照射区域内产生热激发过程,从而使材料表面(或涂层)温度上升,产生变态、熔融、烧蚀、蒸发等现象。
“冷加工”具有很高负荷能量的(紫外)光子,能够打断材料(特别是有机材料)或周围介质内的化学键,至使材料发生非热过程破坏。这种冷加工在激光标记加工中具有特殊的意义,因为它不是热烧蚀,而是不产生”热损伤”副作用的、打断化学键的冷剥离,因而对被加工表面的里层和附近区域不产生加热或热变形等作用。例如,电子工业中使用准分子激光器在基底材料上沉积化学物质薄膜,在半导体基片上开出狭窄的槽
注解:激光镭雕这个工艺已经非常成熟,早前的功能手机上面的键盘字符很多都是镭雕的,属于冷加工,一般用在剥离涂层上。另外就是热加工,比如苹果手机的背面打的一圈制造标识,或者五金U盘,手表上面打的LOGO等,一般用在耐高温的金属或者塑胶上。
那么在设计的时候可选择在阳极氧化之前或者之后镭雕都可以,主要看你需要的是什么效果,镭雕纹理主要以CDR文件为准。
B,CD纹效果
")
CD是英文Code Division的缩写,中文意思是“光盘”,CD纹是应用精密的CD纹机在金属表面进行高速移动削切去除材料而得到的一种类似与CD光盘的效果,它的纹路间距是根据产品的外观尺寸效果而定。
注解:CD纹表面处理效果也已经很成熟的工艺了,那么在设计的时候需要注意纹理的间距与粗细,这个决定了最终的效果。另外就是选择要在阳极氧化之前,还是之后,如果选择高亮度,则选择阳极氧化之后再做CD纹,或者直接只做CD纹不阳极氧化。
C,高光切削效果
")
什么是高光机?
高光机是根据其加工产品的特点而命名的,其外形类似雕刻机(或者是精雕机),主轴选用100000RPM的气浮主轴,在加工产品时,达到镜面效果,看不到刀纹。目前高光机的别名也比较多,例如倒边机、亮边机、倒角高光机等等,高光机对技术要求较高,配件的要求比普通的雕刻机的也要高很多。
如何加工高光效果?
采用高光机将钻石刀加固在高速旋转(一般转速为20000转/分)的高光机主轴上去切削零件,在产品表面产生局部的高亮区域,切削高光的亮度受铣削钻头速度的影响,钻头速度越快切削的高光越亮,反之则越暗并容易产生刀纹。
D,蚀刻效果
")
通常所指蚀刻也称光化学蚀刻(photochemical etching),指通过曝光制版、显影后,将要蚀刻区域的保护膜去除,在蚀刻时接触化学溶液,达到溶解腐蚀的作用,形成凹凸或者镂空成型的效果。
以下为工艺流程:
")
")
")
注解:这里只是单独给出了金属蚀刻流程,想详细了解其他蚀刻流程,自己去网上搜。
01,金属化学蚀刻
蚀刻液一般都是强酸或者强碱,尽可能使蚀刻反应快速完成,一般蚀刻速度为0.04mm/分钟,蚀刻速度越快,则蚀的速度就越小,所得到的产品精度越高。反之则慢。
02,金属电解化学蚀刻
把产品先做阳极,在电解液中通电,产品上未被保护部位因为阳极而溶解,从而达到蚀刻的目的,电解化学蚀刻的速度一般友电流强度来控制。
03,产品蚀刻完成后再做阳极氧化,或者填墨,上色。
【03】上色
阳极氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。
电泳涂漆:电泳涂漆型材表面光泽柔和,能抵抗水泥、砂浆酸雨的侵蚀。
粉末静电喷涂:粉末静电喷涂型材的特点是抗腐蚀性能优良,耐酸碱盐雾大大优于氧化着色型材。
镀钛与镀钛金工艺:铝型材镀钛金工艺,属于镀膜技术,它是在常规镀钛工艺基础上增加预镀和电镀工艺步骤,预镀工艺是将活化后的镀件置于食盐和盐酸的水溶液中进行化学处理,从而制作出五颜六色的效果。
木纹转印:真空木纹覆膜技术,是在金属产品静电喷涂做好后,通过热转印的方法将木纹转印到工件表面。不易褪色,木纹逼真,提高产品挡次。
注解:铝件后处理上色都是一致的,具体查看历史记录《结构设计师对于铝的认识二,型材类》需要特别注意的是前期预处理的工艺,是先上色还是后上色,具体看设计所需要的效果而定。
【结语】
1,用铝件做产品装饰外壳,有高拉伸面,材料一般采用0.4-0.8mm厚度,牌号6063/6061或者纯铝系
2,用铝件做功能性外壳,有底拉伸,折弯结构,材料一般采用0.8-1.2厚度,选择较硬的牌号5052/7075,或者特殊牌号
3,激光镭雕字符可根据电流的强弱来决定颜色深浅,具体效果需要根据厂商制作样板去抉择。
4,用铝件做在电子产品外壳上,都需要镭雕氧化层再做导电接地,因为阳极氧化后有氧化层不导电。
-THE END-
来源:本文由“结构弹设计”原创 整理 编辑,其他媒体如有转载需求请在后台留言“转载”,谢谢!