"转自:"
"转自:"
第三章 钢结构的连接
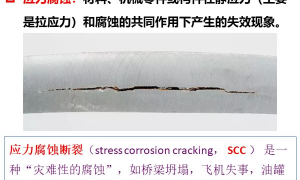
3.5 焊接应力和焊接变形
3.5.1 焊接残余应力的分类及其产生的原因
(1)焊接残余应力的分类
(a)纵向焊接残余应力—沿焊缝长度方向;
(b)横向焊接残余应力—垂直于焊缝长度方向;
(c)沿厚度方向的焊接残余应力。
(2)焊接残余应力产生的原因
(a)纵向焊接残余应力
焊接过程是一个不均匀的加热和冷却过程,焊件上产生不均匀的温度场,焊缝处可达1600oC,而邻近区域温度骤降。高温钢材膨胀大,但受到两侧温度低、膨胀小的钢材限制,产生热态塑性压缩,焊缝冷却时被塑性压缩的焊缝区趋向收缩,但受到两侧钢材的限制而产生拉应力。
对于低碳钢和低合金钢,该拉应力可以使钢材达到屈服强度。焊接残余应力是无荷载的内应力,故在焊件内自相平衡,这必然在焊缝稍远区产生压应力。

(b)横向焊接残余应力产生的原因
1)焊缝的纵向收缩,使焊件有反向弯曲变形的趋势,导致两焊件在焊缝处中部受拉,两端受压;

2)焊接时已凝固的先焊焊缝,阻止后焊焊缝的横向膨胀,产生横向塑性压缩变形。焊缝冷却时,后焊焊缝的收缩受先焊焊缝的限制而产生拉应力,而先焊焊缝产生压应力,因应力自相平衡,更远处焊缝则产生拉应力;应力分布与施焊方向有关。
不同施焊方向下,焊缝横向收缩时产生的横向残余应力:

以上两种应力的组合即为,横向焊接残余应力。
(c)沿厚度方向的焊接残余应力
在厚钢板的焊接连接中,焊缝需要多层施焊,焊接时沿厚度方向已凝固的先焊焊缝,阻止后焊焊缝的膨胀,产生塑性压缩变形。焊缝冷却时,后焊焊缝的收缩受先焊焊缝的限制而产生拉应力,而先焊焊缝产生压应力,因应力自相平衡,更远处焊缝则产生拉应力。

因此,除了横向和纵向焊接残余应力σx,σy 外,还存在沿厚度方向的焊接残余应力σz,这三种应力形成同号(受拉)三向应力,大大降低连接的塑性。
3.5.2 焊接残余应力对结构性能的影响
(1)对结构静力强度的影响


(2)对结构刚度的影响

(a)当焊接残余应力存在时,因截面的bt部分拉应力已经达到fy ,故该部分刚度为零(屈服),这时在N作用下应变增量为: 
(b)当截面上没有焊接残余应力时,在N作用下应变增量为: 
因为B-b<B,所以△ε1> △ε2。
结论:
焊接残余应力的存在增大了结构的变形,即降低了结构的刚度。
另外,对于轴心受压构件,焊接残余应力使其挠曲刚度减小,降低压杆的稳定承载力(后续章节将讲到)。
(3)对低温冷脆的影响
对于厚板或交叉焊缝,将产生三向焊接残余拉应力,限制了其塑性的发展,增加了钢材低温脆断倾向。
所以,降低或消除焊接残余应力是改善结构低温冷脆性能的重要措施。
(4)对疲劳强度的影响
在焊缝及其附近主体金属焊接残余拉应力通常达到钢材的屈服强度,此部位是形成和发展疲劳裂纹的敏感区域。因此焊接残余应力对结构的疲劳强度有明显的不利影响。
3.5.3 焊接变形分类
焊接变形包括:纵向收缩、横向收缩、弯曲变形、角变形和扭曲变形等,通常是几种变形的组合。

3.5.4 减小焊接残余应力和焊接变形的措施
(1)设计上的措施
(a)焊接位置的合理安排
(b)焊缝尺寸要适当
(c)焊缝数量要少,且不宜过分集中
(d)应尽量避免两条以上的焊缝垂直交叉
(e)应尽量避免母材在厚度方向的收缩应力
(2)加工工艺上的措施
(a)采用合理的施焊顺序
(b)采用反变形处理
(c)小尺寸焊件,应焊前预热或焊后回火处理
查看往期课程,可点击如下链接:
第一章 钢结构概述
第二章 钢结构的材料
第三章 钢结构的连接
转载请注明:来源“转自:”微信公众号;
“转自:”公众号,致力于推广钢结构行业新理论、新技术、新工艺、新材料及大量工程实例,介绍钢结构知识和行业资讯,搭建一个钢结构行业交流的平台。
了解更多信息,欢迎关注“转自:”公众号!